ワイヤーカットとはこのような機械
demeburogu
まめとだんご

ワイヤーカットの段取りの流れを簡単に書いてみます。

簡単に教えてね

図面を読んでからの流れ
プレートからの場合
プレート時のすごく簡単な加工までの流れです。
2度切りの場合
2度切りってなに?
ワイヤーカットで立体形状にすることです。
例 形状2度切り加工
この図面を2度切りするの?
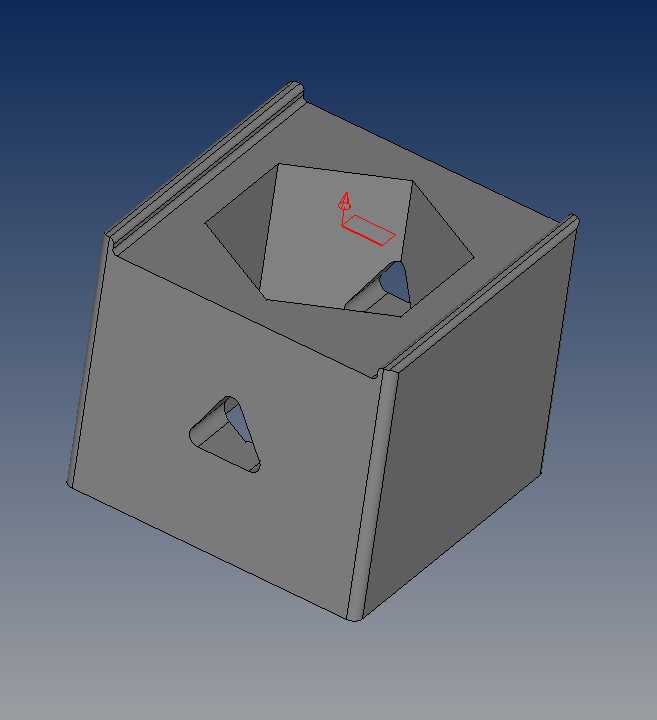
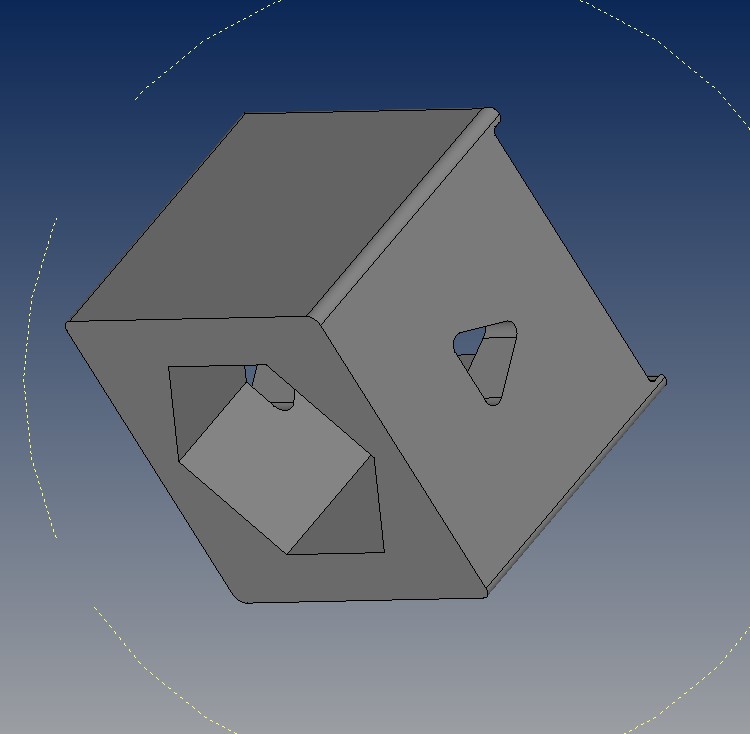
2度切で立体にします。下に加工後の画像を付けますので見てね。
ワイヤーカットで2度切りしてこの形になります。
これだけではわからないけど・・・・
次はプレートから2度切りまでの流れを書いていきますので次を見てもらうと
もっと詳しく流れがわかります。
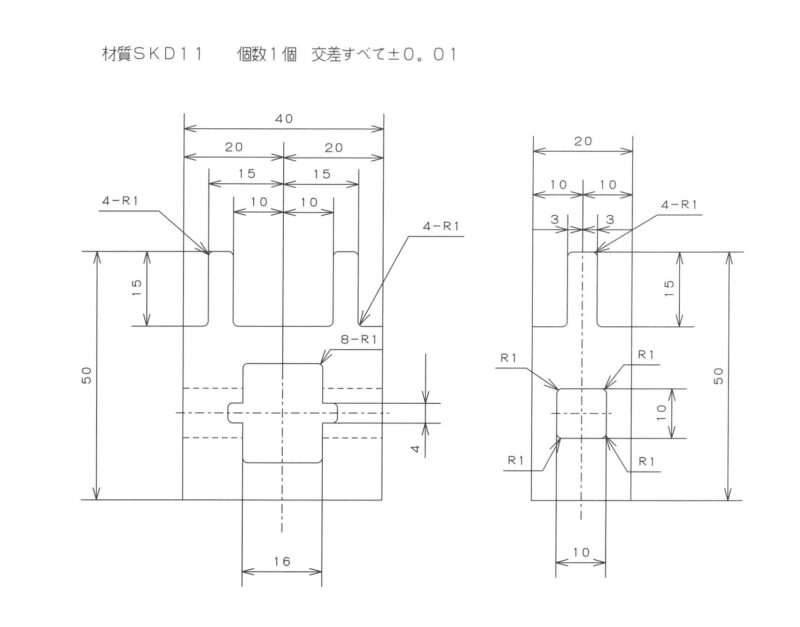
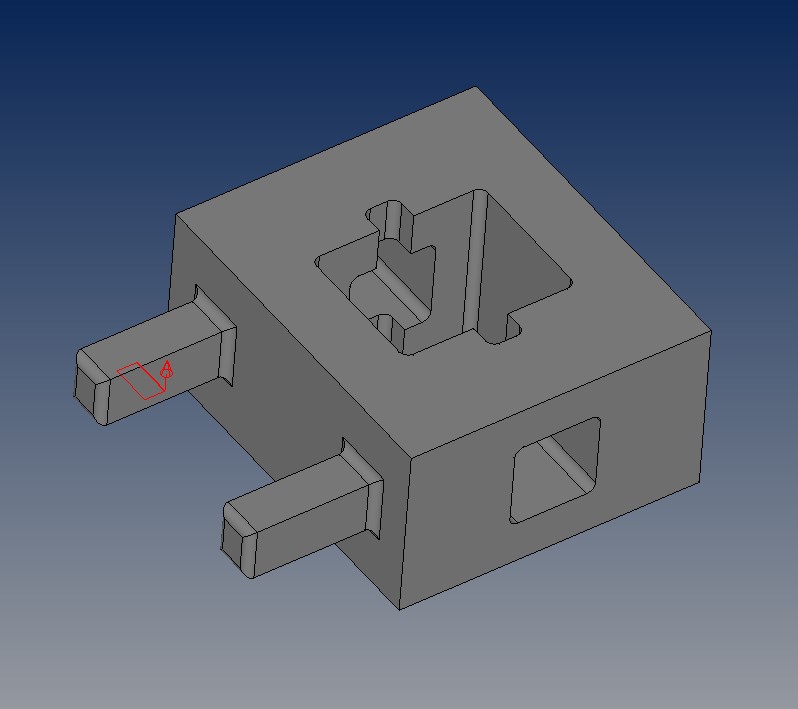
プレートから2度切り手順 この図面で見ていきます。
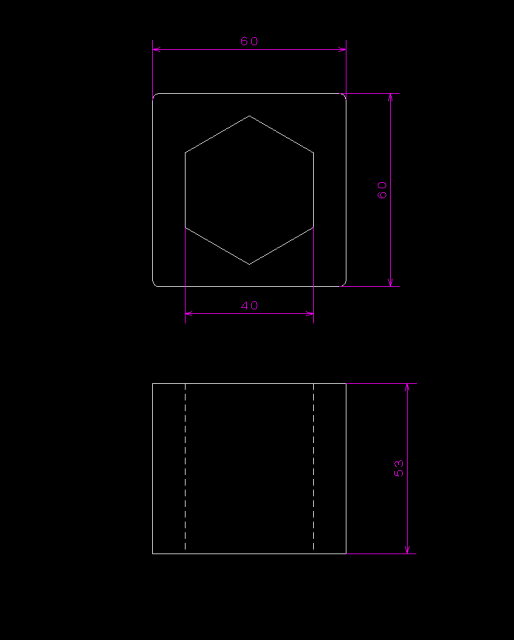
完成図 この図形をつくるよ
この画像の製品をプレートからつくっていきます。
文字だけではわからない
図面を使いながら進めていきます。
プレートに穴をあける
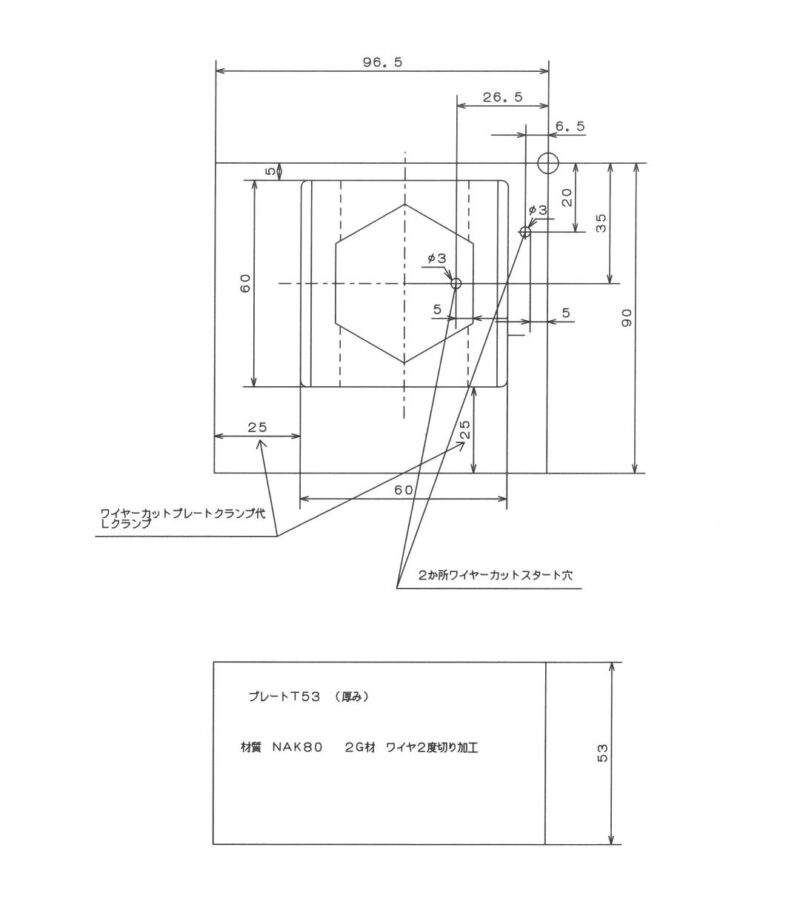
これはワイヤ加工用配置図面です。
基準から1つ目X-6.5Y-202つ目X-26.5Y-35の位置にΦ3ドリルでワイヤカット用スタート穴をあけます。
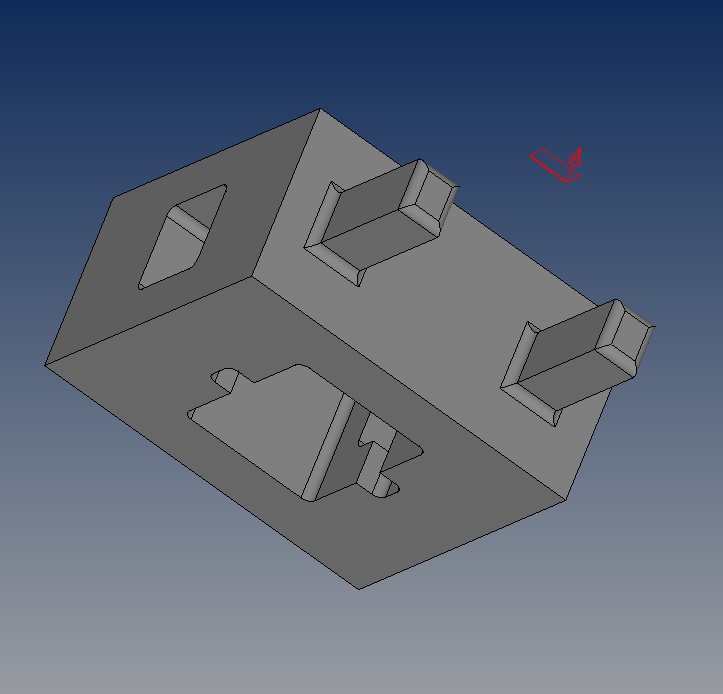
プレート加工でこの形になります。
プレート加工の次は下図のような二度切り加工します。
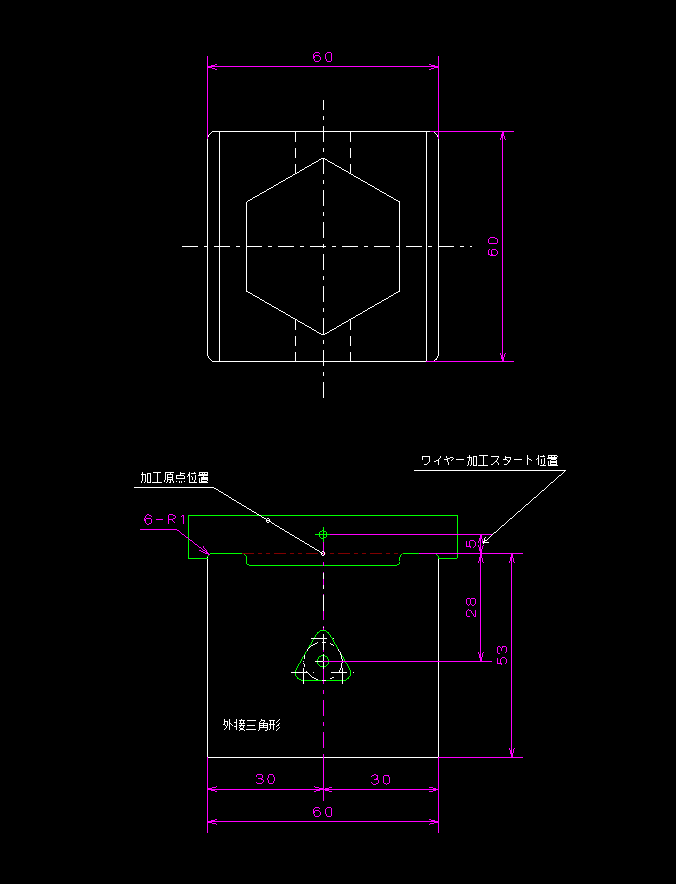
ワイヤーカット加工機で端面位置決め時ワイヤー径の半分を手前に寄せて位置決めしてください
そのあとワイヤー加工スタート位置にワイヤー線を持っていく今回は5ミリの位置
なんでワイヤの半径手前に寄せるの?
ワイヤー径をワーク端面で位置決めをするとワイヤー径の半径分が端面から離れてしまうため半径を手前によせて加工原点の中心とワイヤー径の中心を合わせます。
図を見たほうがわかりやすいので下の図を見てください
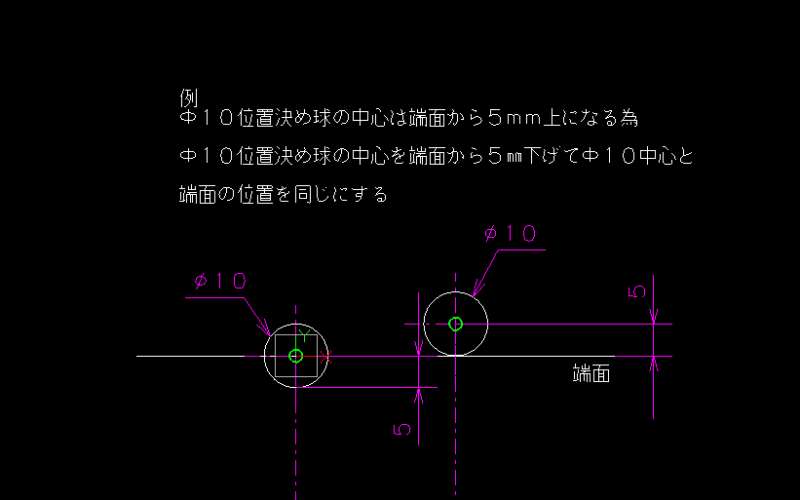
ワイヤー径は細いため大きな径にしてみました。
この図であるようにワーク端面にあてると半径がワーク端面から離れてしまうため半径を下によせてワーク端面とΦ10の半径を同じ位置にしました。
ワイヤー線でも同じことをすればいいってことだよね
はい。径は細いけど考え方は同じです。
ワイヤーカット端面位置決め
ワイヤー径の半径をよせてから加工スタート位置までワイヤー線を移動します。
例
ワイヤー径0.2の時 0.2/2=0.1 0.1よせてから加工スタート位置までワイヤーを移動
ワイヤー径0.3の時 0.3/2=0.15 0.15よせてから加工スタート位置までワイヤーを移動
当時端面位置決めを教えてもらっているときにワイヤー径0.2で加工スタート位置が5ミリの時は端面位置決めをしてから加工スタート位置までの移動は4.9と教えてもらっていました。
最初は意味を理解できなかったのですが考え方を理解すればわかりました。
これはワイヤー線の中心を最初から引いた寸法ってことでした。
補足 今の加工機はワイヤー径の設定でワイヤー半径を見込んで位置を出してくれますのであくまでも参考程度で思ってください。
最初からはわからないってことだよね
最初は誰だって初めてです。わからないことは普通です。ここでは
ワークの中心とワイヤー線の中心を合わせることをおぼえてください
ワイヤー線の基準は径の中心です。
加工補正の考え方
端面位置決めの考え方の次は加工補正のことを書いていきます。
なに?加工補正って?
加工補正は進行方向に対して左右どちらにワイヤーを補正するのって考え方があります。