5年ぶりのセブ島旅行
demeburogu
まめとだんご


型彫り放電加工機の段取りを簡単に書いていきます。

放電加工とは電極を使って電気の力で鉄を溶かして形をつくる工作機械
放電加工の簡単な進め方と考え方を書いていきます。
すごく簡単な放電加工の加工の流れを書いてみました。
ここは大事ってとこはないの?

何個かあるので順番に説明します。
放電加工時に考えること
放電加工の考え方と進め方はいろんな考え方がありますが私の経験したことで書きます。
専門用語が多すぎるのでひとつひとつ教えてほしい
はい。ひとつひとつ説明します。
文字にリンクをつけてわかりやすく書きます。
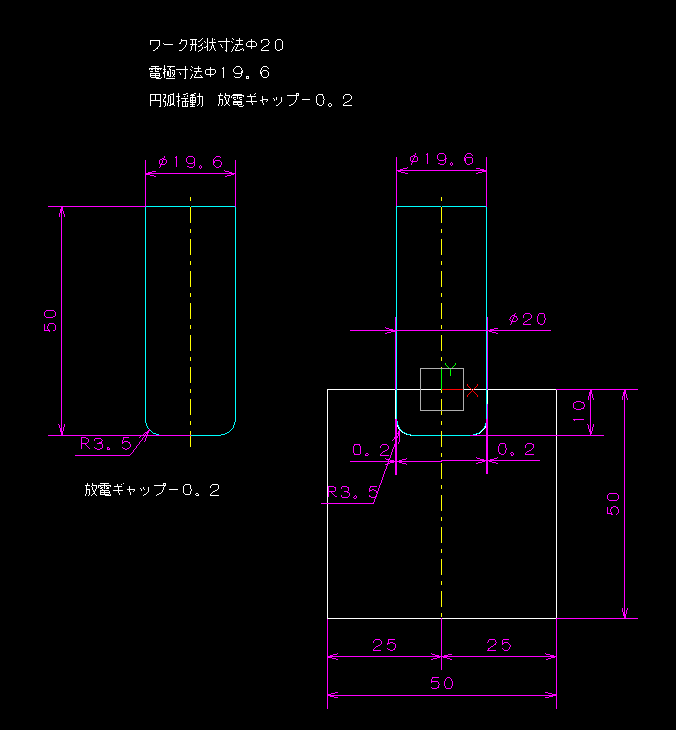
このような図面の時
放電部は中心の形状です。
電極はマシニングセンターで放電ギャップ-0.2と放電ギャップ-0.1の電極を各1個づつ作成します。
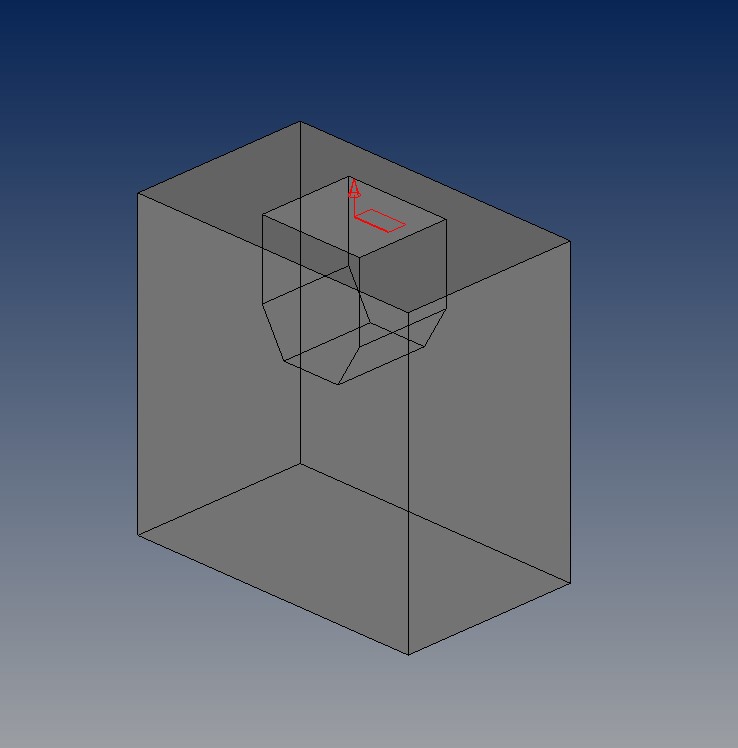
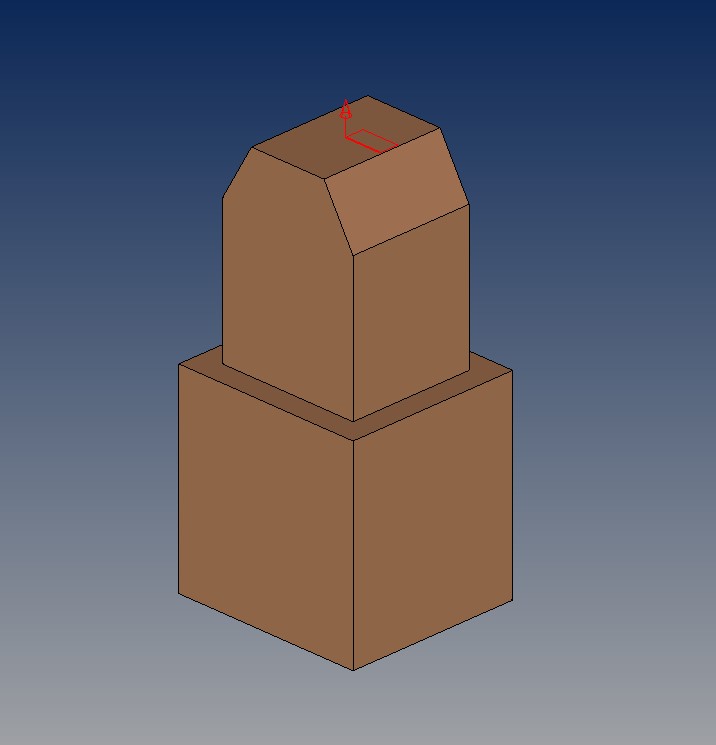
加工終了形状 電極形状
ここでは放電加工の考え方と進め方にそって書いていきます。
放電ギャップの決め方
放電ギャップは加工面積と加工深さで決めます。今回は放電ギャップ-0.2(荒取り)と放電ギャップ-0.1(仕上げ)の2個で加工します。
電極作成
今回はマシニングセンターの加工
※電極作成は他にフライス・ワイヤーカット・旋盤でつくります。
電極揺動パターン
電極作成をマシニングセンターでオフセット加工するため揺動パターンは球揺動
※他に円揺動・四角揺動があります。(他にもありますが基本円・球・四角を知っていれば大丈夫です。)
※球揺動は注意が必要です。球形状電極を円揺動で加工すると底面に放電ギャップ分のフラット部ができます。
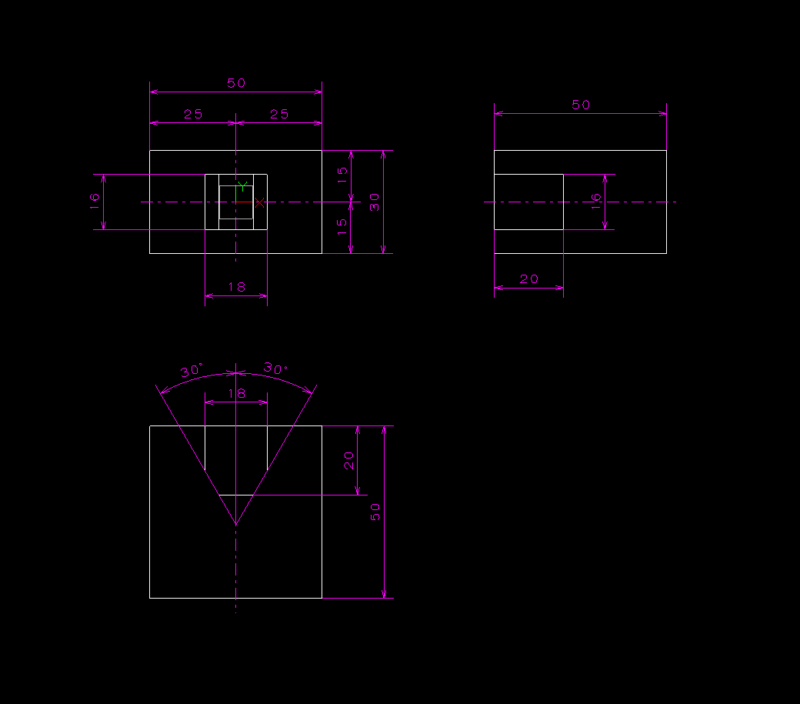
電極図作成
わかりにくいと思いますので加工内容をここに書きます。
電極数 G-0.2 1個 G-0.1 1個(Gは放電ギャップのこと)
揺動パターンは球揺動
もっとわかりやすく説明できないの?
ごめんなさい。たくさんの加工事例を書いていきもっとわかりやすく説明できるようにしていきます。