
工具長位置変更

demeburogu
マシニングマキノv33iの仕上げ加工寸法が0.01深くなってしまったので
マキノV33iの自動工具長装置の位置を0.5ミリ変更してみた。
自動工具長装置ってなに?

工具長測定装置は取り付けた工具(エンドミル)の長さを自動で測る装置なんだよ

工具長を決める装置の工具をあてる部分が少し削れて凹んでしまったんたよ
どうして削れて凹むの?
毎回同じところで工具長決めていたからけずれてしまったんだ
位置変更順番
最初に基準工具をツーリングつけて工具長測定をしその数値を記録しておく(ツール番号T3)
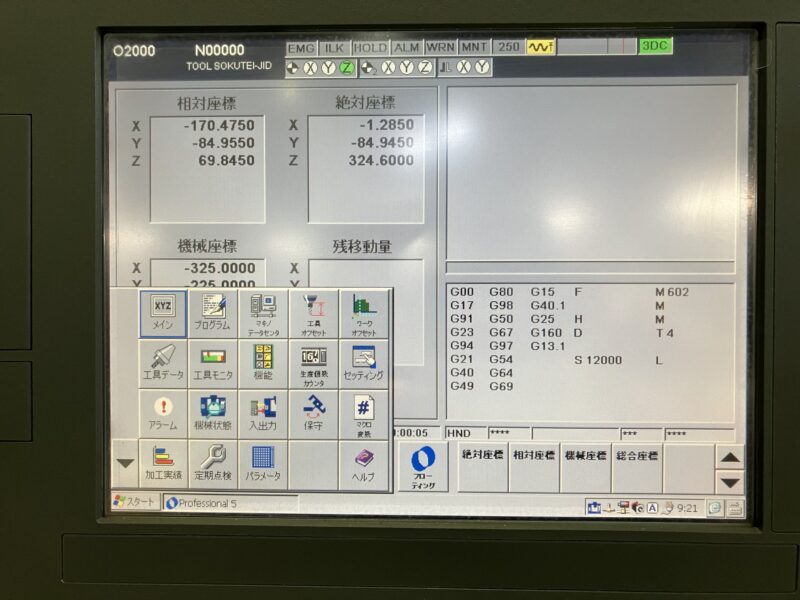
- セッチング画面を選択
- N03202.4 プログラム番号9000~9999サブプログラムの編集
- 0禁止しない 1禁止する
- 0禁止しないを選択
- プログラム→編集モード→09695を選択
- #141=-665.5 X方向 #142=-199.37 Y方向
- #141の数値を変更 #141=-665~665.5に変更
- セッチング画面にもどり→N03202.4を0~1に変更する
- 変更後基準工具をつけて工具測定を実施
工具測定のやりかた
- 基準工具T3を自動工具長で測定し変更前の数値と比べる
- その数値を確認して変更前と変更後の誤差を確認する。
例
T3 R1×14ボールエンドミル 変更前数値131.3433
変更後数値131.3533
131.3433-131.3533=-0.01 実測値が-0.01の為へこんでいた数値は0.01でした。
文字ばかりでわかりにくい
たしかにわかりにくいので画像をつけて説明します。
セッティング画面 マキノv33i
N03202.4 プログラム番号9000~9999サブプログラムの編集
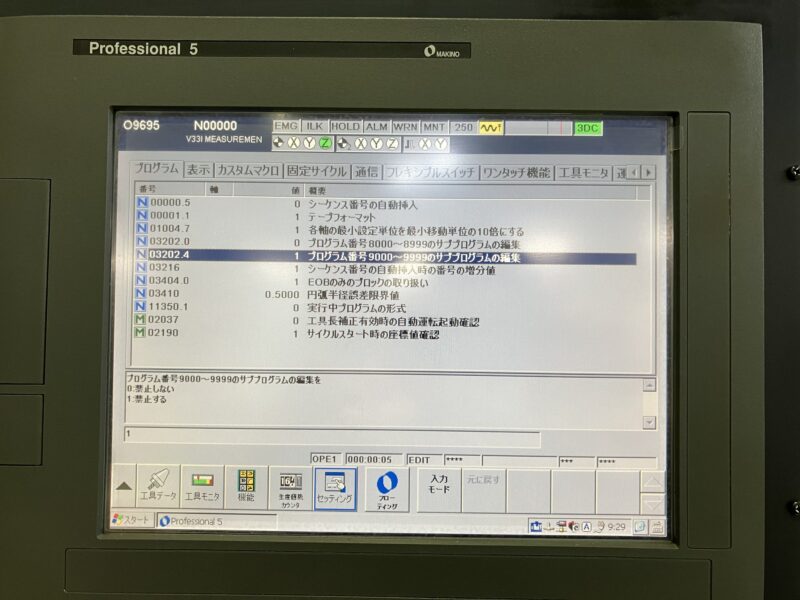
1.禁止するから→0.禁止しないを選択する
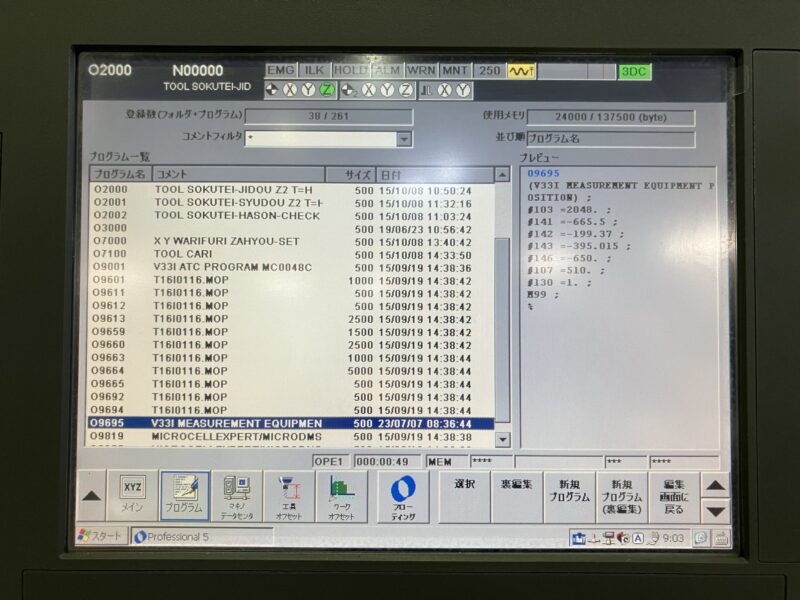
プログラム→編集モード→09695を選択
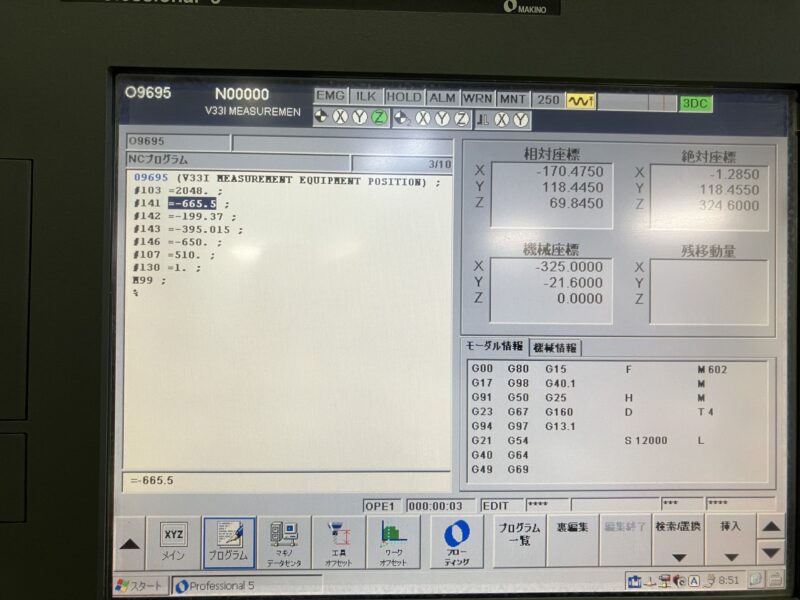
#141=-665.5 X方向 #142=-199.37 Y方向
#141の数値を変更 #141=-665~665.5に変更
セッチング画面にもどり→N03202.4を0~1に変更する
画像を付けてみました。すこしはわかりやすくなりましたか?
画像なしよりはわかりやすい。
ありがとうございます。
自分の確認用でもあります。
ABOUT ME

ものつくりの楽しさを伝えるブログです。
好きなことを伝えたいために英語学習もはじめています。